

云海旭金属材料有限公司
 钢筋套筒滚压直螺纹连接工艺流程:钢筋切割→滚压螺纹→丝头检查→现场丝接2、操作工艺:钢筋滚压直螺纹连接,是采用专门的滚压机床对钢筋端部进行滚压,螺纹一次成型。钢筋通过滚压螺纹,螺纹底部的材料没有被切削掉,而是被挤出来,加大了原有的直径。螺纹经滚压后材质发生硬化,强度约提高6%—8%,使螺纹对母材的削弱大为减少,其抗拉强度是母材的97%—100%,强度性能十分稳定。套筒质量要求:① 连接套表面无裂纹,螺牙饱满,无其他缺陷。② 牙型规格检查合格,用直螺纹塞规检查尺寸精度。③ 各种型号和规格的连接套外表面,必须有明显的钢筋级别和直径。
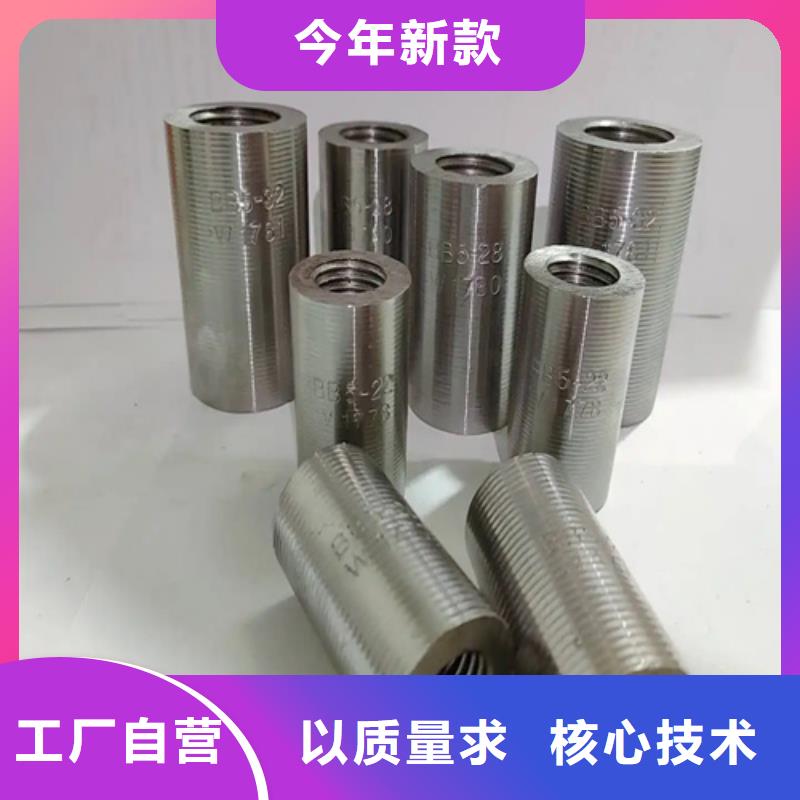
筋套筒的工艺标准:1、选用世界45号钢材,特别制作工艺,尺度精度高,质量牢靠。2、可衔接Ф16-Ф40mm的HRB335级和HRB400级带肋钢筋。3、通过 建筑工程质量监督检验中心检测,达到JGJ107-2010中的I级接头标准。4、标准型、正反丝扣型、异径型三大系列,五十二个种类,能满足建筑结构中横向、竖向、斜向等部位的同径、异径及可调长度和方向的连接钢筋需求。使用钢筋套筒连接注意事项:1、必须用精度±5%的力矩扳手拧紧接头,且要求每半年用扭力仪检定力矩扳手一次。钢筋应先调直再下料。滚丝机切断端面应与钢筋轴线笔直,不得有马蹄形或挠曲。2、加工的钢筋锥螺纹丝头的锥度、牙形、螺距等必须与衔接套的锥度、牙形、螺距相一致,且经配套的量规检测合格,加工钢筋锥螺纹时,应选用水溶液切削润滑液。3、衔接钢筋时,应对正轴线将钢筋拧入衔接套,然后用力矩扳手拧紧,选用预埋接头时,衔接套的方位、标准和数量应符合设计要求。衔接套的外露端应有密封盖。
钢筋套筒滚压直螺纹连接工艺流程:钢筋切割→滚压螺纹→丝头检查→现场丝接2、操作工艺:钢筋滚压直螺纹连接,是采用专门的滚压机床对钢筋端部进行滚压,螺纹一次成型。钢筋通过滚压螺纹,螺纹底部的材料没有被切削掉,而是被挤出来,加大了原有的直径。螺纹经滚压后材质发生硬化,强度约提高6%—8%,使螺纹对母材的削弱大为减少,其抗拉强度是母材的97%—100%,强度性能十分稳定。套筒质量要求:① 连接套表面无裂纹,螺牙饱满,无其他缺陷。② 牙型规格检查合格,用直螺纹塞规检查尺寸精度。③ 各种型号和规格的连接套外表面,必须有明显的钢筋级别和直径。
筋套筒的工艺标准:1、选用世界45号钢材,特别制作工艺,尺度精度高,质量牢靠。2、可衔接Ф16-Ф40mm的HRB335级和HRB400级带肋钢筋。3、通过 建筑工程质量监督检验中心检测,达到JGJ107-2010中的I级接头标准。4、标准型、正反丝扣型、异径型三大系列,五十二个种类,能满足建筑结构中横向、竖向、斜向等部位的同径、异径及可调长度和方向的连接钢筋需求。使用钢筋套筒连接注意事项:1、必须用精度±5%的力矩扳手拧紧接头,且要求每半年用扭力仪检定力矩扳手一次。钢筋应先调直再下料。滚丝机切断端面应与钢筋轴线笔直,不得有马蹄形或挠曲。2、加工的钢筋锥螺纹丝头的锥度、牙形、螺距等必须与衔接套的锥度、牙形、螺距相一致,且经配套的量规检测合格,加工钢筋锥螺纹时,应选用水溶液切削润滑液。3、衔接钢筋时,应对正轴线将钢筋拧入衔接套,然后用力矩扳手拧紧,选用预埋接头时,衔接套的方位、标准和数量应符合设计要求。衔接套的外露端应有密封盖。
 直螺纹钢筋套筒连接套筒连接的七大原则:1.直螺纹钢筋连接套筒接头宜设置在受力较小处,在同一根钢筋宜少设接头。2.木行架和拱的拉杆(轴心受拉及小偏心受拉构件)不得采用绑扎搭接接头。3.受拉钢筋直径大于28mm及受压钢筋直径大于32mm时,不宜采用绑扎搭接接头;4.搭接长度范围内配制箍筋:直径不应小于搭接钢筋直径的0.25倍钢筋受拉时,箍筋间距不应大于搭接钢筋较小直径的5倍,且不应大于100mm钢筋受压时箍筋间距不应大于搭接钢筋较小直径的10倍,且不应大于200mm当受压钢筋直径大于25mm时,应在搭接接头两个端面外100mm范围内各设两个箍筋。5.纵向受压钢筋搭接长度不应小于纵向受拉钢筋搭接长度的0.7倍,且不应小于200mm。6需进行疲劳验算的构件:纵向受拉钢筋不得采用绑扎搭接接头,不宜采用焊接接头。7.直接承受吊车荷载的钢筋混凝土吊车梁、屋面梁及屋架下弦的纵向受拉钢筋必须采用焊接接头时。
直螺纹钢筋套筒连接套筒连接的七大原则:1.直螺纹钢筋连接套筒接头宜设置在受力较小处,在同一根钢筋宜少设接头。2.木行架和拱的拉杆(轴心受拉及小偏心受拉构件)不得采用绑扎搭接接头。3.受拉钢筋直径大于28mm及受压钢筋直径大于32mm时,不宜采用绑扎搭接接头;4.搭接长度范围内配制箍筋:直径不应小于搭接钢筋直径的0.25倍钢筋受拉时,箍筋间距不应大于搭接钢筋较小直径的5倍,且不应大于100mm钢筋受压时箍筋间距不应大于搭接钢筋较小直径的10倍,且不应大于200mm当受压钢筋直径大于25mm时,应在搭接接头两个端面外100mm范围内各设两个箍筋。5.纵向受压钢筋搭接长度不应小于纵向受拉钢筋搭接长度的0.7倍,且不应小于200mm。6需进行疲劳验算的构件:纵向受拉钢筋不得采用绑扎搭接接头,不宜采用焊接接头。7.直接承受吊车荷载的钢筋混凝土吊车梁、屋面梁及屋架下弦的纵向受拉钢筋必须采用焊接接头时。



[平凉]云海旭金属材料有限公司
值得信赖的
平凉冷镦钢筋套筒
生产厂家-
 厂家直销
厂家直销 -
 品质保障
品质保障 -
 售后无忧
售后无忧
免费热线服务:
